Home / Banchi per la saldatura
Banco per la saldatura
Il banco di formatura e saldatura coni nasce dall’esigenza di fornire un’unica soluzione in grado di formare e saldare i coni per differenti applicazioni, permettendo un grande vantaggio in termini di costi e di rapidità di produzione.
La traslazione verticale permette di lavorare sia tubi sia coni di differenti diametri e grazie al controllo numerico è possibile gestire in automatico la saldatura; mentre la sequenza di allineamento e bloccaggio del pezzo avviene manualmente.





Impianto automatico della canaletta
- Impianto per scambi termici dei serbatoi
- Canaletta posizionata intorno al serbatoio in posizione verticale o orizzontale
- Configurazione orizzontale e verticale per abbattere i costi di produzione
- Per formatura, piegatura e saldature di canalette direttamente sul corpo del serbatoio
- Gestione automatica dei parametri di processo
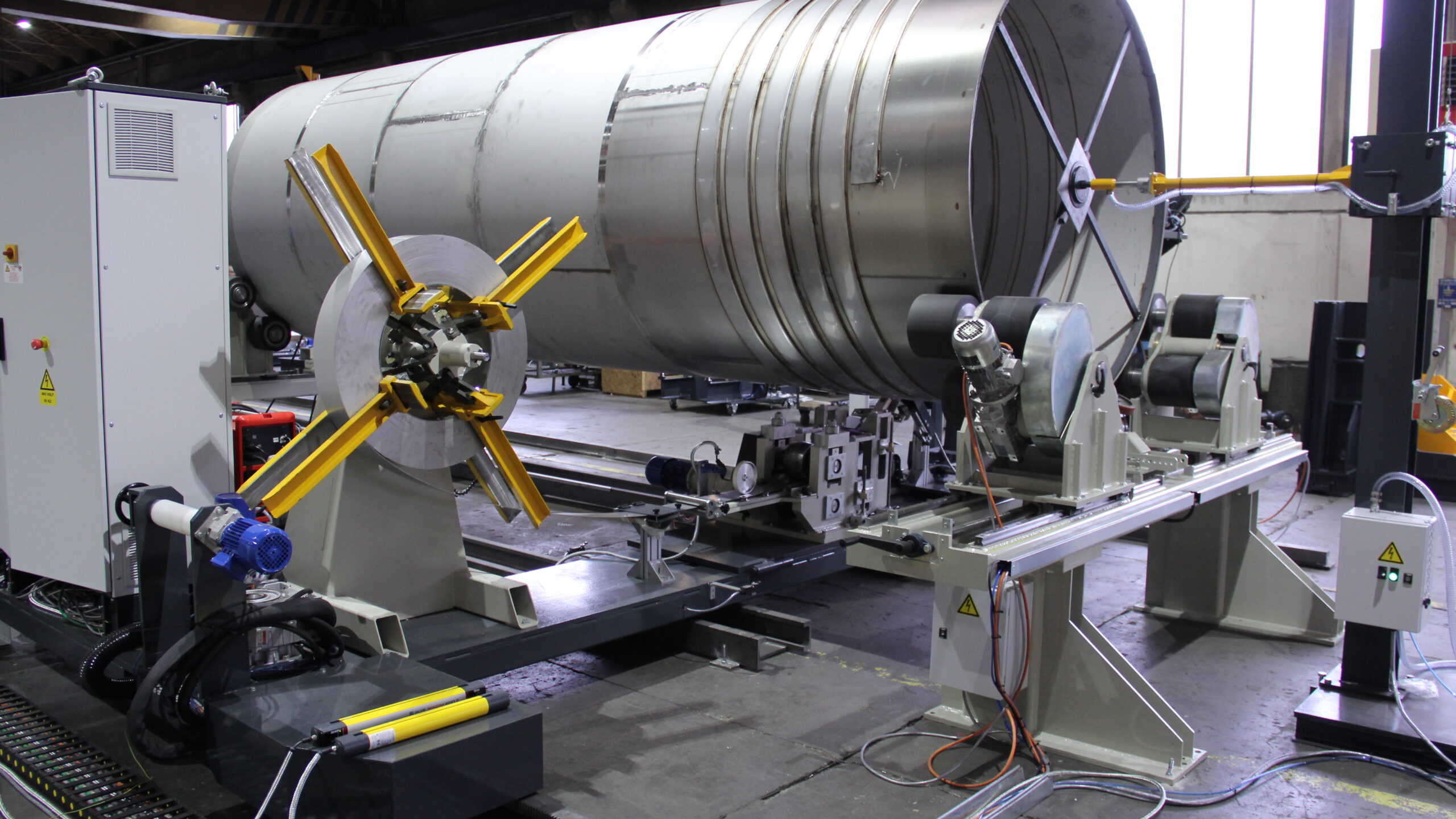
Tra i molteplici macchinari utilizzati nella costruzione dell’intero serbatoio c’è l’impianto automatico della canaletta, un impianto ideato per realizzare l’impianto di scambio termico dei serbatoi.
Come il nome stesso lascia intendere, sul serbatoio viene applicata una canaletta in acciaio ottenuta mediante formatura di un profilo metallico, la quale viene posizionata elicoidalmente attorno al serbatoio e saldata.
Imcar ha sviluppato un sistema automatico sia in configurazione orizzontale che verticale, in grado di abbattere drasticamente i costi di produzione, aumentando la qualità e la ripetibilità del risultato.
Questa tecnologia consiste in una soluzione automatizzata per la formatura, piegatura e saldatura di canalette in acciaio inox direttamente sul corpo del serbatoio, o su sezioni di esso.
La prima sezione dell’impianto consiste in una linea di formatura della canaletta partendo da bobina, che permette allo stesso tempo di curvarla secondo il diametro del serbatoio.
La canaletta viene così appoggiata e saldata direttamente sulla superficie esterna del serbatoio (seconda sezione della macchina), evitando l’operazione di puntatura: il tutto mentre il serbatoio ruota con il proprio asse orizzontale, nel caso della tecnologia orizzontale, su posizionatori motorizzati e folli (terza sezione della macchina), garantendo così la continuità del processo di lavorazione.
La gestione automatica dei parametri di processo (ovvero diametro del serbatoio, larghezza e passo della canaletta) è implementata dal controllo CNC, che garantisce un’elevata ripetibilità della lavorazione e quindi una qualità costante dei risultati ottenuti.